![]()
ООО "СТРОЙСНАБ XXI ВЕК" - (495) 648-658-1
|
|
ООО "СТРОЙСНАБ XXI ВЕК" - (495) 648-658-1 | www.arealconsult.ru |
Выпрямитель сварочный универсальный ВДУ-1250 |
 |
Выпрямитель ВДУ-1250 в комплекте со сварочным автоматом типа АДФ-1250 предназначен для автоматической сварки в среде защитных газов и под слоем флюса изделий из сталей. Также может быть использован для воздушно дуговой резки или строжки угольным электродом.
Является полууправляемым тиристорным выпрямителем. Обладает двумя видами жестких внешних характеристик для сварки и наплавки под слоем флюса и в среде защитных газов. По заказу может исполняться с крутопадающей внешней характеристикой.
Выпрямитель ВДУ-1250 имеет следующие основные технические решения:
Возможность местного и дистанционного регулирования сварочных параметров
Наличие тепловой защиты трансформатора от перегрузки
Медные обмотки трансформатора
Класс изоляции Н по ГОСТ 8865-70
Принудительное охлаждение
Возможно использование с трактором АДФ -1202
Технические характеристики ВДУ-1250
|
Напряжение питающей сети, В |
3х380 |
|
Частота питающей сети, Гц |
50 |
|
Номинальный сварочный ток, А ( ПВ, %) |
1250(100) |
|
Пределы регулирования сварочного тока, А |
250-1250 |
|
Напряжение холостого хода, В, не более |
55 |
|
Номинальное рабочее напряжение, В |
44 |
|
Потребляемая мощность, кВА, не более |
73 |
|
Масса, кг, не более |
520 |
|
Габаритные размеры, мм, длина/ширина/высота, не более |
790/600/1410 |
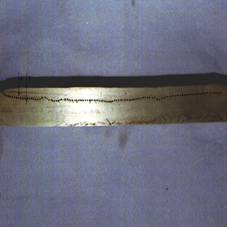

Рис. А Рис. Б
На рис. А, Б приведены, соответственно, структуры зон проплавления сварных швов, выполненных на источниках ВДУ-1202 (А) и ВДУ-1250 (Б). (А) отчетливо видно, что за счет введения системы стабилизации сварочного напряжения на источнике ВДУ-1250 глубина проплавления сварного соединения более стабильна, чем на источнике ВДУ-1202.


Рис. В Рис. Г
Внешний вид сварного шва, выполненного на источнике ВДУ-1250 (Г), имеет классическое мелкочешуйчатое строение в отличие от сварного шва, выполненного на источнике ВДУ-1202 (В).

Плавную регулировку скорости подачи электродной проволоки (сварочного тока);
Плавную регулировку скорости перемещения тележки (скорости сварки);
Дистанционное включение и плавное регулирование сварочного напряжения;
Регулировки положения сварочной головки:
вокруг вертикальной оси несущей колонки на угол 90 градусов с фиксацией положения;
вокруг своей продольной оси на угол 45 градусов с фиксацией положения;
по вертикали и горизонтали на 50 мм от среднего положения с помошью двух винтовых суппортов;
Перемещение сварочной головки в сборе с блоком управления, бункером и кассетой вдоль несущей колонки с фиксацией положения;
Возможность сцепления и расцепления колес с приводом с помощью зубчатой муфты;
Сменные ведущие ролики и вкладыши в токопроводе;
Кострукцию бункера, позволяющую визуально контролировать уровень флюса в бункере;
Систему отсасывания остатков флюса в бункер после сварки
|
Номинальный сварочный ток при ПВ=100%, А |
1250 |
|
Пределы регулировки сварочного тока, А |
250 - 1250 |
|
Диаметр электродной проволоки, мм |
3 - 6 |
|
Скорость подачи электродной проволоки, м/ч |
20 - 135 |
|
Скорость сварки, м/ч |
15 - 190 |
|
Межосевое расстояние колес, мм |
375 |
|
Колесная колея, мм |
290 |
|
Вместимость кассеты для проволоки, кг |
30 |
|
Емкость бункера для флюса, дм.куб |
10 |
|
Габаритные размеры, мм, не более |
1350х685х915 |
|
Масса трактора без электродной проволоки, кг, не более |
145 |
 | © OOO«СТРОЙСНАБ XXI ВЕК», 2008, (495) 648-65-81 |